Testimonials
Ridge-U-Rack Inc Testimonial
Waterborne Coatings Protect Storage Racks
Paint applied by dip, spray and flow coat on nine finishing lines.
Ridg-U-Rack Inc. (North East, PA) knows a lot about waterborne coatings. The company applies the coatings on nine paint lines in finishing storage rack systems. Two of the lines apply the coatings by dipping, three by spraying and four by flow coating.
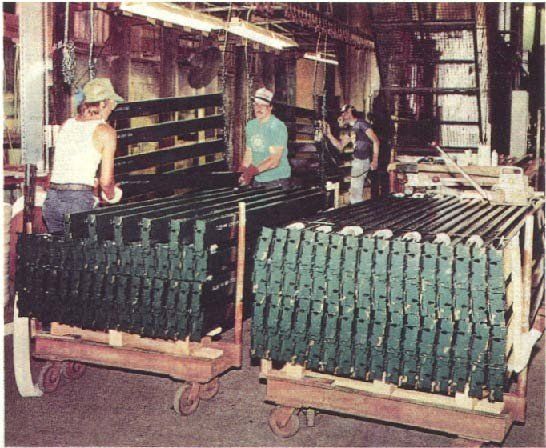
The company is one of the largest U.S. producers of steel storage rack systems, producing over 1 million Ibs. of product a week. Its systems are designed for storing virtually any part, material or product.
The storage systems are comprised of roll-formed parts in numerous configurations. “We use beams 7 to 12 ft in length and uprights ranging from 8 to 40 ft in length and 6 ft in width," says John Decker, national sales manager.
Many of the components have complex shapes, making them difficult to paint to meet the company's standard for quality coating appearance and performance in the field. The company demands that coated products have high corrosion, abrasion and impact resistance.
Paint Application
Parts are painted in one of 15 Ridg-U-Rack standard colors or in shades mixed to match customer color requirements. The coatings are baked thermo-setting alkyd enamel. They are lead-free, self-priming and formulated to give good adhesion. They have a volatile organic compound (VOC) rating of 2.45 to 3.0 lb/gal.
All components are moved through the paint system on overhead conveyors. The parts first undergo aqueous cleaning and phosphating.
The dip tank paint lines coat small parts with the company's standard colors of either orange or green. Each tank contains 1200 gal and is re-circulated and filtered. Viscosity is maintained at 28 sec on a No.2 Zahn cup by adding water. Coating is supplied in 375-gal reusable tote containers. After exiting the dip tank, parts have a 7 -min drip/flash before baking for 4 min at 520°F to raise the metal temperature to about 285°F.
Two of the spray lines apply the standard orange or green, and the third applies the other colors. Most of the application is with stationary bells triggered by photocells. Colors can be changed quickly if the need arises.
Each automatic spray booth is followed by a manual booth for reinforcement of parts with complex shapes or for completely manual application. Viscosity of the sprayed coating is 35 sec on a No. 2 Zahn cup. After about a 7-minute flash, the sprayed parts undergo a bake cycle of 5 min at 550°F.
The four flow coating lines feed into a common coating chamber. A flow coat oscillator, drawing from a 150-gal reservoir, directs paint onto the frames. Reservoir baseline viscosity is 23 sec on a No. 2 Zahn cup. Each line can be controlled individually to accommodate various frame sizes. Flow coated parts pass through a drip/flash area for about 7 min before undergoing a bake cycle of 5 min at 320°F.
The coatings are applied to a dry-film thickness of 0.8 to 1.2 mils. Gloss is 80 to 90. Pencil hardness is H to 2H. Salt spray cabinet tests verify 100 hr of corrosion resistance with less than 1/8 in creep from the scribe line.
The coated parts are packaged individually for shipment and field assembly. Early film hardness out of the oven permits immediate handling after the cool-down.
The only non-waterborne coatings applied are the air-dry high-solids touch-up repair paints.
Coatings are supplied by Beaver Paint Co. (Girard, PA) and its sister company Jamestown Paint Company (Jamestown, PA).
~Reprinted From Industrial Finishing Magazine